The Pipeline Repair Busters: Being ready for the worst case
Elaine Maslin
October 22, 2020

The world’s only fully remote diverless pipeline (MIG) welding equipment spread, including the habitat, H-Frames, and remote welding tool.
Image from the Pipeline Repair and Subsea Intervention (PRSI) Pool
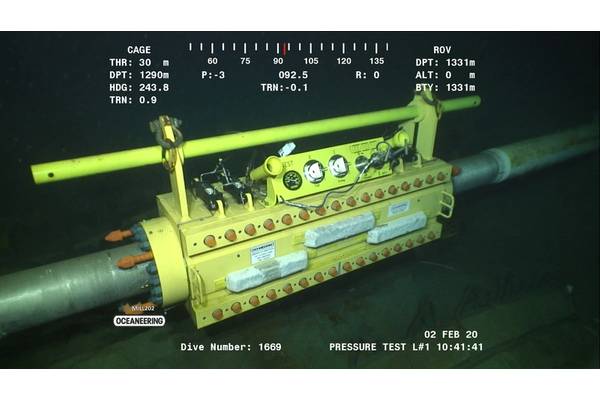
Patrick Bossi, sales manager for pipeline connection and repair systems at Oceaneering, says up to 20-30 repairs a year are completed in the Gulf of Mexico, caused by corrosion damage, anchor drag, or dropped objects, among other issues. Hurricanes and tropical storms are also a major factor. Gustavo Franco, technical sales manager for energy products at Oceaneering, says repairs are often done for preventative work, including wall thinning. Typically, clamps, over thinning wall or a cracked wel